by
Support NRA American Rifleman
DONATE
** When you buy products through the links on our site, we may earn a commission that supports NRA's mission to protect, preserve and defend the Second Amendment. **

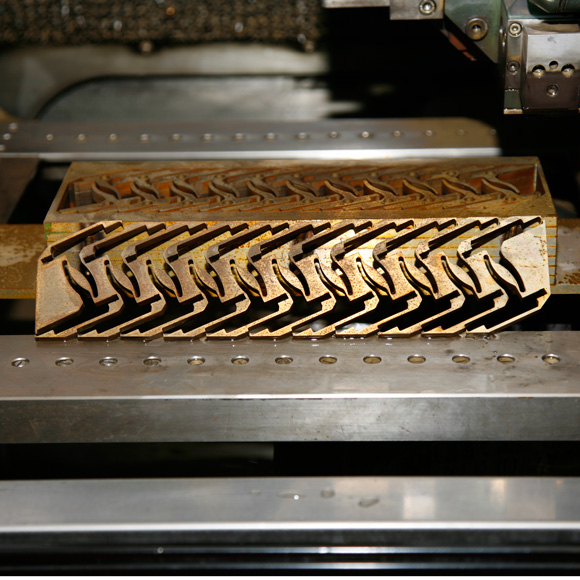
Gallery