** When you buy products through the links on our site, we may earn a commission that supports NRA's mission to protect, preserve and defend the Second Amendment. **

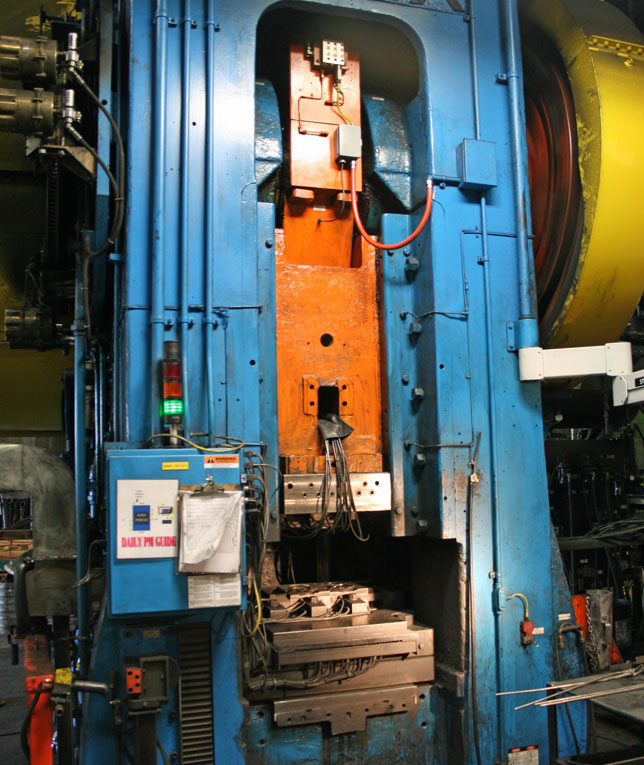
Capable of shooting .410-bore shotshells and .45 Colt and .45 ACP cartridges, the Governor defines versatility. Managing Editor Aaron Carter recently visited Smith & Wesson’s Springfield, Mass., facility to get a behind-the-scenes look at the making of the Governor.
Gallery