4/23/2013
The first single-action revolver, the Colt’s Paterson No. 1 Pocket Model, was introduced in 1836. After more than 100 years of production of various cap-and-ball and cartridge single-actions, Colt’s Mfg. Co. was down to making only one—the Single Action Army (SAA). But, by the late 1930s, double-action revolvers and semi-automatic pistols dominated the handgun market. In 1937, the company made only 700 SAAs, in 1938 it was 500, and in 1939 and 1940 production was 400 and 859, respectively. After decades of manufacture without interruption or major structural changes, it looked as if the SAA had run its course. Colt stopped production shortly after the beginning of World War II.
In 1951 Sturm, Ruger & Co. had only been in business for two years, producing an economically priced, yet quality .22 Long Rifle semi-automatic pistol. That year Ruger sold 15,316 pistols and showed a profit of $78,983. Sturm, Ruger & Co. was well established, but, by all standards, it was still a small company. Ruger’s factory was a rented, 1,580-sq.-ft., wood-frame building. The entire workforce was fewer than 20 employees, and management consisted of President William B. Ruger (who was also the designer of tools and products), Secretary Walter Berger (the accountant and office manager, too), a shop foreman and Walter Sych, who supervised machinery operations and assembly. All other employees worked at bench jobs and machine tools.
Bill Ruger, owner and cofounder, was a long-time firearm collector. He saw the rising prices of the old Colt Single Action Armys. To Ruger’s mind, the escalating values had to be due to a short supply combined with a high demand. Perhaps Sturm, Ruger & Co. could produce a single-action revolver to meet this demand?
Ruger designed a .22 Long Rifle single-shot pistol similar to the old Stevens tip-up. The backstrap, trigger, and hammer on Ruger’s single-shot were similar, in appearance, and even had the “feel” of the Colt SAA. After the prototype was shown to one of Ruger’s wholesale distributors, he suggested Ruger make a single-action instead. With a little more effort and investment, Ruger could produce a single-action revolver instead of the single-shot.
An advertisement placed by Ruger in the November 1951 American Rifleman read simply: “Gun Designer Wanted.” As a result, the company hired Nicholas Brewer, formerly of Savage Arms Co. Brewer was the chief engineer for Savage’s 50-cal. machine gun program during World War II, and he would later come out of retirement to design the Model 110 bolt-action rifle. A small space was set-aside in the Ruger plant where Ruger and Brewer put their heads together to perfect the new revolver design. They decided to cast the cylinder frame, which would cut manufacturing costs by eliminating several production steps. Frankly, at the time Ruger did not have the space to perform those operations. The investment casting process would save a lot of time and money, and the Arwood Corp.—a leading producer in investment castings—would cast the cylinder frames in chrome-moly steel at a cost of approximately $5 each.
The original cylinder frame drawings were completed on March 15, 1952. By late 1952 and into early 1953 tools were designed and the components produced. Soon prototypes were being shown to gunwriters of sporting magazines.
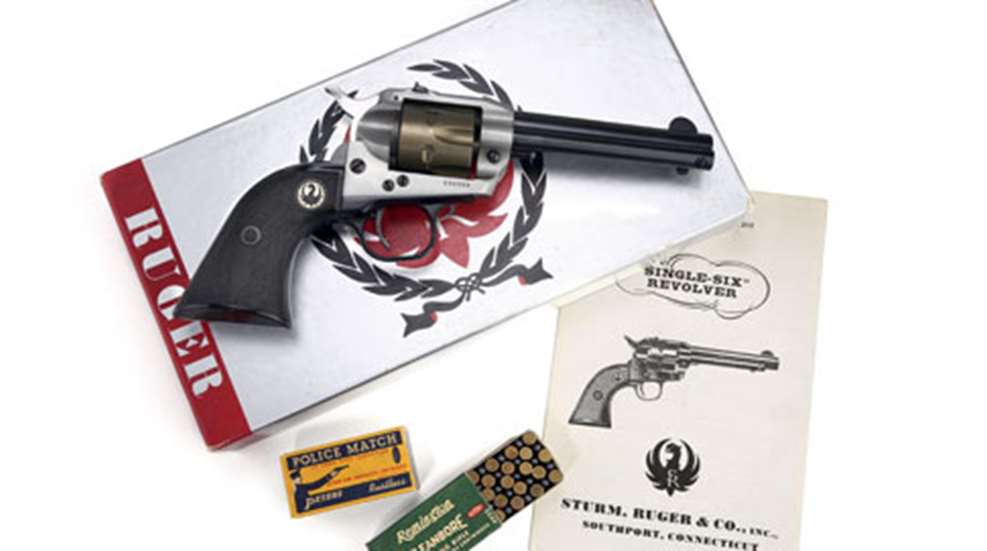
The Single-Six’s exterior design closely resembled the Colt SAA, but its outward appearance was as far as the similarity went. Ruger’s Single-Six was a blend of the past combined with modern technology produced with a precision-cast cylinder frame of chrome-moly steel and a one-piece aluminum grip frame. The springs were of high-quality music wire—not leaf springs, which were prone to break over time. Also, the spring-loaded, steel firing pin was mounted in the frame. Single-Six shipments began in December 1953. It seems handgunners were ready for a new single-action, and they bought all Sturm, Ruger & Co. could make.
Even with the success of the Single-Six, Ruger felt there was a part of the single-action market not being served. Could this void be filled with the introduction of a lighter weight handgun? A gun that would appeal to a younger generation of handgun shooters and feminine enthusiasts, a revolver that would be less cumbersome than the steel guns for the hunter or hiker to pack on a trip into the wilderness?
Ruger had been experimenting with the use of aluminum in handgun manufacture. After rigorous testing in the field, as well as under laboratory conditions, he developed a new lighter weight version of the Single-Six. By the end of 1955, pilot models had been produced and tests completed. The new revolver was identical to the original Single-Six, except that the cylinder frame and cylinder were of cast aluminum-alloy. It weighed 23 ounces empty—12 ounces lighter than the Single-Six. Steel parts (barrel, ejector housing, hammer, springs, screws, etc.) were produced from the same steel as used in the standard Single-Six. The barrel was shortened to 45⁄8 inches (Single-Six barrels are 5½ inches). The strength and durability of the new aluminum revolver was many times greater than required under most conditions.
The front sight was a fixed, wide blade, while the rear was a square notch mounted in a dovetail machined in the flat portion of the cylinder frame. Windage was adjusted by drifting the rear sight from one side or the other, and tightened by a setscrew under the sight, which was accessible after removing the cylinder.
In a letter dated Feb. 29, 1956, to Pete Brown, arms editor for Sports Afield, Bill Ruger wrote about the new aluminum Single-Six: “The cylinder has a hard surface. This was produced by the famous Martin Hard Coat process. The alloy is 7075T6—the strongest available, and there is no doubt that the cylinder is many times stronger than required. We have tried to blow them up and we know. The original version of the Single-Six will, of course, continue in production. This new model is simply an alternative and will retail at the same $63.25 price as the Single-Six. We are in substantial production now and will start shipments around the end of next month. The gun will be formally announced in our April advertising.” In a postscript Ruger added: “We are not sure whether this gun will be given a special name or if it will be referred to as the aluminum Single-Six.”
Indeed, it was given a special name, the Ruger Single-Six Light Weight. Serial numbers began with 200000. The cylinder and frame finish, on the early guns, was a silver-gray color, and its factory description was “natural anodized,” while the Martin Hard Coat cylinder finish was a brownish gold color. The aluminum grip frame was anodized black, and the steel parts were polished and blued. Stocks were black, checkered, hard rubber with the Ruger logo medallion set in each panel. The loading gate was a flat latch with a thumb groove, which proved awkward to operate and received much criticism by contemporary gunwriters. Another unpopular feature on Ruger’s early single actions was the small, serrated ejector rod head. The first aluminum Rugers are commonly referred to by collectors as the “Tri-Color” Single-Six revolvers.
The original Single-Six outsold the new Light Weight by eight to one, so Ruger looked for ways to make the Light Weight more appealing to potential buyers. In particular, a larger ejector rod head replaced the small-serrated head, and the flat loading gate was replaced by a rounded gate, which fit the contour of the frame. Not long after those changes were implemented, the natural anodized finish gave way to an all blue-black version of the same gun, and all aluminum parts were anodized black. The cylinder was still protected by the Martin Hard Coat process, but was anodized black. By early 1957, Ruger offered the Light Weight with a choice of aluminum or steel cylinders, still at the low price of $63.25. Both variations shipped simultaneously.
In Ruger’s April 1957 advertising the Light Weight was advertised as having four new features:
“1. The option of a steel cylinder or the standard aluminum cylinder.
“2. All major parts now finished in uniform and handsome blue black.
“3. Contoured loading gate now standard.
“4. Ejector rod head enlarged to facilitate more rapid ejection.”
The Light Weight was dropped from Ruger’s advertisements by the end of 1957. Only a limited number shipped in 1958, and the aluminum cylinder was no longer available. When the last of the Light Weights shipped in August 1958, the serial number had reached 212530.
Although the Light Weight was in production for less than three years, more than 225 “Tri-Color” and less than a dozen blue-black, flawed cylinder frames were removed from the production line. These frames were structurally sound but showed minor visual defects in finish, usually small splotches and/or light spots. Some of the black frames had not been drilled and tapped for the setscrew for tightening the rear sight. In the mid-1960s these frames were brought back into production, using current parts, and marketed through Ruger distributors as seconds. The letter “S”—for second—was stamped on each cylinder frame at the Ruger factory. Ruger redesigned the grip frame in 1962. The new XR3 RED grip frame, standard for the “S”-marked Light Weight, is a little larger than the original. Stocks for this frame were oil-finished walnut, and cylinders were blued steel. Though a greater number was shipped with the contoured loading gate, examples with the flat loading gate were also produced. None was shipped as a convertible with the extra cylinder in .22 Mag., and barrel length for this model was 45/8 inches.
The Single-Six Light Weight is one of the most sought after single-action revolvers ever produced by Sturm, Ruger & Co. It was an economically priced .22 sporting handgun, an affordable piece one might carry in his tackle box or afield in a holster, making examples in excellent condition very rare. In fact, a pair of the original hard rubber stocks, in today’s market, will cost you more than the original price of the gun.
Major Variations of the Single-Six Light Weight:
Tri-Color
Serial number range: 200000 to approximately 205200.
Black hard rubber stocks.
Flat loading gate and small, serrated ejector rod head (earliest variation).
Contoured gate and larger, dimpled ejector rod head (changes just prior to the natural anodized finish being phased out).
Aluminum cylinder with Martin Hard Coat finish.
Catalog designation: LWAC.
All Blue, Aluminum Cylinder
Serial number range: approximately 205200 to 207250.
Black hard rubber stocks.
Contoured gate and larger ejector rod head.
Aluminum cylinder.
Aluminum parts anodized blue-black.
Catalog designation: LWAC
All Blue, Steel Cylinder
Serial number range: approximately 207250 to 212530
Black hard rubber stocks.
Contoured gate and larger ejector rod head.
Steel cylinder.
Aluminum parts anodized blue-black.
Catalog designation: LWSC
Factory Second
Serial number range: random
Oil-finish walnut grip panels
Steel cylinder
Aluminum ejector housing standard on this model
Stamped with the letter “S” at the Ruger factory. Contact Ruger for verification. “S” may be stamped at front of trigger guard or appear as a suffix to the serial number
Catalog number: LWSC