Early last year I was invited to a hunt at the Burge Club, one of middle Georgia’s finest shooting preserves for quail, pheasant and partridge. The moment I entered the clubhouse, I noticed something new had been added since my last visit, and it was attracting a lot of attention. A group of shooters crowded around an old double-barreled shotgun that had been unceremoniously wired to the wall. It lacked engraving and was not a particularly fine make. Given that many of these hunters own some of the finest shotguns produced, I became even more curious as to what had piqued their interest. A closer look revealed the answer. A large, ugly crack had propagated through most of the receiver. “How do you suppose that happened?” asked one hunter. The barrel was not bulged, there was no sign of high pressure, nor was there evidence the shotgun had been in an accident or a victim of abuse.
I went over for a closer look and immediately knew the cause. The metal in the receiver of that old shotgun had just gotten tired and stressed. Even the proper term for what had befallen that gun helps explain its plight: fatigue failure. Metallurgists have determined that 50 to 90 percent of all mechanical failures are fatigue failures. The number for firearms is around 80 percent. Fatigue failures occur after parts are subjected to repeated loads that, individually, are not large enough to cause a failure. After many repetitions, however, a failure can occur.
Fatigue failures were first identified in the 1840s when railway axles all across Europe began failing in epidemic proportions. Engineers were sure they had designed the axles to be strong enough to carry the intended load, but the huge number of broken axles was undeniable and cause for further study. Fatigue happens in all materials, but is best understood in metals. Sadly there is not a simple analytical method to prevent fatigue failures, but with modern stress-analysis techniques, attention to component details and extensive endurance testing, they can be effectively prevented or delayed.
The Stress Riser
Just a few months after my visit to the Burge, I was invited to go through the firearms collection at the Milwaukee Public Museum. I came across an old top-break revolver with the identical failure experienced by the shotgun at the Burge. In both guns, the crack started at the surface and then found its way to a hole before continuing to grow. Why did the cracks pass through a hole? Because holes are regions of high stress—called stress risers. Failures always start at points of highest stress, and as cracks grow they follow these weak areas—as though they were “connecting dots.” Besides holes, there are many other types of stress risers, including: sharp internal and external corners, sharp edges, tool marks, grooves and even rough surfaces. Such areas can lower resistance to fatigue by as much as 20 percent. Anywhere there is an abrupt discontinuity, there is a stress riser, and where they occur the stresses are higher than the surrounding area. As a case in point, grooves in threads are high-stress regions. A fatigue crack that starts in the groove of one thread often propagates through adjacent grooves as it enlarges. Cracked parts lead to broken parts after the crack grows so large that the remaining material can no longer support the load. When parts do break, it’s usually without warning.
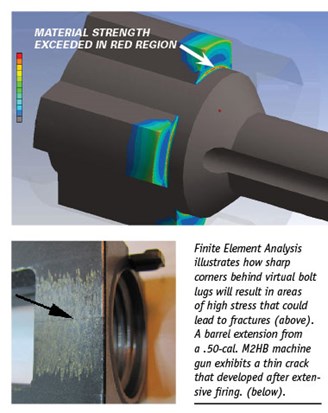
Since it’s not possible to design gun parts without holes, edges and corners, how does the gun designer determine whether or not the stress riser is going to cause an early failure? It’s not difficult if the proper engineering software is used. At Knight’s Armament Co., for example, gun parts and their associated mechanical loads are analyzed by a sophisticated, computer-aided engineering tool called ANSYS. One of the most powerful tools in the ANSYS Suite is the stress analysis technique called Finite Element Analysis (FEA). It clearly indicates high-stress areas using color codes to paint a stress map of the entire surface. I asked one of Knight’s engineers to run two different analyses on a four-lug gun bolt—one with rounded corners behind the locking lugs and another with the dead sharp corners. Within seconds ANSYS came back with answers that showed the stress riser in the sharp corner was high enough to cause an immediate crack. Stresses behind the bolt lug with rounded corners were significantly lower, promising a much longer life.
 Reducing Fatigue Failures
Reducing Fatigue Failures
Fatigue failures occur only when material is put in tension by being either stretched, bent or twisted. Compressing a material does not result in fatigue. It’s important to know that fatigue is a cumulative process—once the damage is done, it’s done; periods of rest do not lead to any kind of healing or recovery. Besides minimizing stress risers, there are other ways to reduce fatigue failures. Materials that are tough and strong are not necessarily the best at resisting fatigue, but alloy steels with molybdenum, chromium, carbon and nickel show improved resistance to fatigue.
Fatigue problems have been with us for so long that we’ve learned other ways to combat them. Even at the beginning of the last century, surface hardening techniques, such as case-hardening and nitriding, were known to strengthen the surface of metal parts and therefore reduce fatigue.
In the early days of the automobile, valve springs were prone to breakage from fatigue as a result of the thousands of cycles demanded of them by the engine. In 1929, two automotive engineers, Otto Burkhardt and John Paul Heiss, were assigned to investigate a solution. Since they knew that fatigue failures originated at the surface and they knew that stress risers—such as a rough surface—would hasten failure, they examined their test springs carefully. That’s when they noticed a rough scale left on the surface as a result of the manufacturing process. Could it be the cause? They ordered a special lot of springs to be thoroughly cleaned with all the scale removed.
When the springs arrived, the two engineers were very unhappy with their test samples. The springs had been shot-blasted (like sand blasted) and their surfaces were cleaner but, according to the engineers “bruised and roughened.” They immediately ordered another set to be cleaned differently, but having nothing else to test, they went ahead and put the shot-blasted springs in an engine. To their surprise, the springs outlasted all previous samples. After they repeated the test with a second set of shot-blasted springs and got the same results, they knew they had stumbled on a process that enhanced fatigue resistance. Their success was quickly incorporated on the 1930 model Buick engines, and soon the process of firing spherical steel particles at metal surfaces in a process, now called “shot peening,” found widespread use in many industries, including firearm manufacture. The reason that shot peening works is that it alters the surface by hammering it with high-speed particles, putting it into compression. From what we know about fatigue, it normally does not occur when metal is compressed.
Recognizing Fatigue Failures
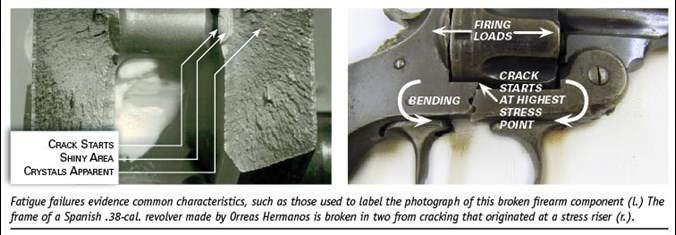
If a fatigue failure is suspected, there are certain characteristics that you can look for, and the first is surface cracks. It’s not uncommon to find multiple cracks in the region where the first crack is noticed. Use a magnifying glass if you don’t see any with the naked eye. If you’re examining a broken surface, look for the shiny spot where the crack started. It is almost always shiny and smooth. This happens because the surfaces on either side of the crack rub together during repeated mechanical loading. The rest of the broken area is so lustrous you’ll think you’re looking at crystals. I’ve heard gunsmiths blame fatigue failures on material that “crystallized and then broke.” While this is not the correct diagnosis, it does bring out an important point. All metals are made of tiny crystals, and they become very noticeable in the area of a fresh break.
Surprising Causes Of Fatigue Failures
Even if a firearm manufacturer has taken every precaution to eliminate or reduce fatigue failures, there are ways that premature fatigue failures creep in. They occur if constant attention is not paid to quality and manufacturing consistency during production, particularly when there are changes to the manufacturing process. Although these changes may have been intended to reduce production time, new high-stress risers can be introduced if changes are not made carefully. Design modifications that occur after the endurance testing is completed provide another opportunity for stress risers to find their way into the design, especially if the original designer is no longer in the picture and design changes are left in the hands of an engineer less experienced with the project.
While practically every fatigue failure starts at the surface, there is one notable exception caused by any surface treatment process that involves heat and the production of hydrogen. Coating processes commonly used on firearms such as phosphating (Parkerizing), hot bluing and chrome plating, and any preparatory cleaning baths for these that involve acid, can all create hydrogen. The hydrogen sinks below the surface where it locates between the grains of the metal crystals and creates stress risers. The hydrogen-created weak spot results in a microscopic crack that grows under repeated loading. Fatigue failures from this result from what is called hydrogen embrittlement. The hydrogen can be driven out and fatigue failures avoided if the part is baked after coating as heat drives out the hydrogen.
Is My Gun Going To Have A Fatigue Failure?
The answer to that question is, “it depends.” If that gun you’re firing was built before the late 1800s, chances are very good. Guns of that period were principally made of wrought iron—a material highly prone to fatigue failures. If it was built between the late 1800s to the 1940s, the chances of a fatigue failure are reduced, but still relatively high since metallurgy was not as advanced at that time, and machining methods produced rougher finishes than what is possible with modern machines used today. Then, as now, “cut and try” gun designers have not always been careful about eliminating sharp notches and other stress risers in their designs.
Fatigue failures are less likely to occur from products sold by longstanding firearm manufacturers. When I asked Armida Oradei, the chief metallurgist at Beretta USA, what precautions the company takes, she told me: “This type of failure is prevented by Beretta via a meticulous selection of the materials during the design phase, followed by a careful analysis of all machining phases, to finally choosing the optimal finishing processes.” Beretta pays a great deal of attention to the prevention of fatigue failures, “… not only during all of the production phases but also to the material surface finishing. Components are machined with great attention in order to avoid machining marks or stress point areas, and they are then heat-treated with dedicated heat-treating cycles. Parts are then completed by passing through many finishing phases such as tumbling, polishing and sandblasting prior to advancing to their final surface finishing treatment. The care taken in the surface preparation is important not only to achieve esthetically attractive and uniform finished components, but also to improve surface characteristics that are of critical importance to avoid stress concentrator areas within the parts. Once the parts are completed, we follow up with magnetic particle inspection on all critical steel components of the firearm.”
Mark Gurney, director of product management at Sturm, Ruger & Co., emphasized that the company keeps a library of materials that are highly resistant to fatigue and requires its engineers to use only those materials. Ruger is very selective about who makes its steel. The company insists on getting material certifications—test reports that certify the steel meets requirements. In the end, nothing induces fatigue failure more than repeated cycles, so Ruger does a lot of testing before releasing a new gun into production. Engineers determine which parts will fail prematurely with something they call “pyramid testing.” It involves shooting a requisite number of rounds through a large sample of early production guns, then dropping the sample size in half and doubling the number of rounds fired. This escalates until a few guns reach a very high round count (for example, in excess of 20,000 rounds is not uncommon for some semi-automatic rifles.) This same level of testing is also performed when there are design changes to an existing gun. Whenever engineers come upon a design, wear or fatigue problem, they do a redesign and fix it. The company then draws out the same number of guns in the new configuration and starts the pyramid test all over again. It’s not at all unusual for Ruger to expend 1 million or more rounds during testing, in its quest to root out every potential failure mode, including fatigue.
Conclusion
Oftentimes we have no way of knowing the level and quality of the stress analysis performed by the designer, which materials were used, or how much endurance testing was performed prior to a particular firearm’s manufacture. So if you’re buying a gun—especially an older, used one—what should you do? First, examine the parts, checking the corners inside and out—especially in high-load areas. Are they sharp or rounded? Look for cracks. Examine the surface finish. If it’s smooth, chances of fatigue are reduced. Then, talk to a gunsmith and find out which parts are commonly replaced on that model. No matter what you do, keep in mind that just like every other mechanical device, guns can get tired and stressed—and break.